
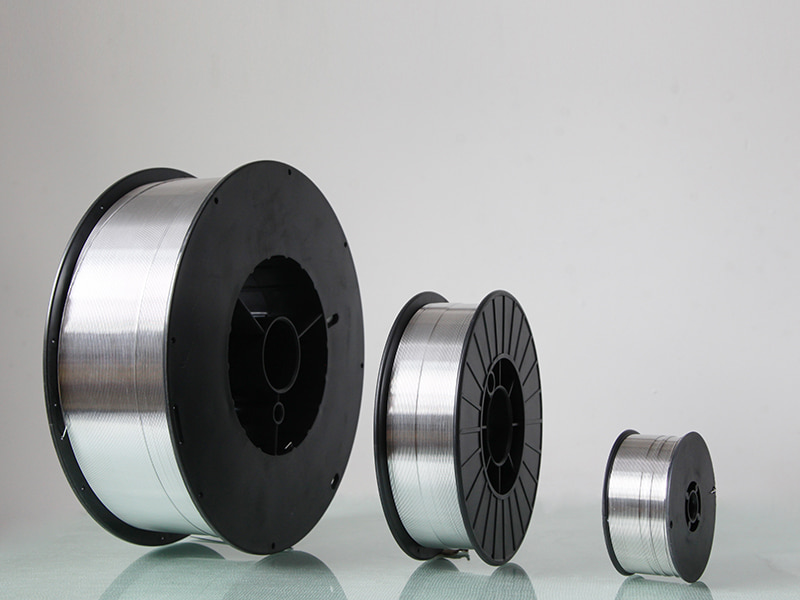
Úsáidtear Sreang Táthú Alúmanam chun táthú ardchaighdeáin a chruthú ar alúmanam
Sreang Táthú Alúmanam - Leideanna agus Moltaí Le haghaidh Táthú Alúmanam
Úsáidtear Sreang Táthú Alúmanam chun táthú ardchaighdeáin a chruthú ar alúmanam. Tá Alúmanam Táthú an-difriúil ó steels táthú agus éilíonn sé scil beagán níos mó. Mar sin féin, tar éis roinnt rialacha ordóg agus meaisín táthú maith a bheith agat cabhróidh sé leis an welder alúmanaim welds cáilíochta a tháirgeadh. Tabharfaidh an t-alt seo roinnt leideanna agus moltaí maidir leis an sreang alúmanam ceart a roghnú, an bunábhar a ullmhú, agus teicníc táthú ceart a chur i bhfeidhm chun táthaithe stua miotail gáis ardchaighdeáin a bhaint amach.
Is é riail dea-ordóg maidir leis an sreang táthú ceart alúmanaim a roghnú ná tiús an ábhair a bhfuil tú ag obair leis a mheas. Teastaíonn trastomhas sreinge níos mó ó ábhair thiúsacha chun treá cuí agus comhleá táthúcháin a chinntiú.
Tá sé tábhachtach freisin an cineál sreang ceart a roghnú bunaithe ar an dearadh comhpháirteach agus an neart táthú riachtanach. Tá roinnt cineálacha sreanga táthú alúmanaim ar fáil, gach ceann acu deartha le haghaidh cineálacha sonracha joints agus láidreachtaí táthú. Tá roinnt sreanga táthú alúmanaim níos oiriúnaí freisin d'iarratais táthúcháin áirithe, mar shampla táthaithe cnapáin nó filléid.
Mar gheall ar bhog an alúmanam tá sé deacair gunna táthú caighdeánach MIG a bhrú (úsáideann roinnt daoine cábla níos faide ach tá sé fós dúshlánach). Ar an gcúis seo roghnaíonn go leor déantúsóirí, tógálaithe leantóir agus bád, gairmithe cothabhála agus DIY'ers Gunna Spóil a cheannach dá riachtanais táthú alúmanaim. Coinníonn an gunna spól an sreang alúmanaim i spól agus cuireann sé deireadh le neadú éan (an próiseas ina n-imíonn an sreang táthú taobh istigh de do tóirse táthú). Ligeann an gunna spól duit cáblaí níos faide a úsáid freisin (15 troigh go 50 troigh) a chabhraíonn leis an méid ama a chaithfidh tú a chaitheamh ag athrú spóil a laghdú.
Is é an chéad chéim i táthú alúmanam ná an limistéar ina mbeidh tú ag obair a ghlanadh. Bainfidh sé seo aon salachar, ramhar agus ocsaídí a d'fhéadfadh an táthú a éilliú. Tá sé tábhachtach freisin gan dromchla na miotail a fhliuchadh roimh tháthú. Déanfaidh uisce an táthú a shaobhadh agus féadann sé spotaí laga a chruthú sa táthú.
Sula dtosaíonn tú ag táthú alúmanam, is smaoineamh maith é an bunábhar a réamhthéamh. Méadóidh sé seo neart an táthú agus cabhróidh sé le scoilteadh ag foircinn an táthaithe a sheachaint. Ar an ábhar seo moltar an t-ábhar a réamhthéamh ó chúig chéad céim Fahrenheit go seacht gcéad céim Fahrenheit.
Nuair atá tú réidh le táthú a thosú, tá sé tábhachtach luas taistil comhsheasmhach agus uillinn tóirse a choinneáil. Cinnteoidh sé seo go bhfuil tú ag cruthú linn leáite táthú agus ní hamháin poill a dhó isteach sa mhiotal. Nuair a bheidh an táthú déanta agat déan cinnte aon chráitéir atá déanta ag deireadh do tháthú a líonadh isteach. Laghdóidh sé seo an seans go gclisfidh crater ag deireadh do tháthú.
Má tá tú ag lorg sreang táthú alúmanaim atá ag luí le do mheaisín táthú MIG agus atá oiriúnach go maith do d'iarratas, seiceáil an Hangzhou Kunli táthú ábhair Co, Teo branda ER5356 Alúmanam Táthú Wire. Tá trastomhas 0.030 nó 0.035 orlach aige agus tá sé iontach chun bonn-mhiotail alúmanaim sraith 5000 a tháthú chomh maith le 5086 cóimhiotail neart níos ísle.
ER5087 Sreang Táthú Alúmanam MAGNESIUM
ER5087 Sreang Táthú Alúmanam MAGNESIUM
PREV:Tá ER4043 Silicon Alúmanam Táthú Wire ar a dtugtar as a chumas anodizing den scoth
NEXT:Cad iad na príomh-airíonna metallurgical agus meicniúla de ER5154 Al-Mg Alloy Wire, agus conas a dhéantar é a chur i gcomparáid le sreanga táthú alúmanam-maignéisiam eile i dtéarmaí weldability agus feidhmíochta in iarratais mhara agus ard-chreimeadh?
NEXT:Cad iad na príomh-airíonna metallurgical agus meicniúla de ER5154 Al-Mg Alloy Wire, agus conas a dhéantar é a chur i gcomparáid le sreanga táthú alúmanam-maignéisiam eile i dtéarmaí weldability agus feidhmíochta in iarratais mhara agus ard-chreimeadh?
Táirgí Gaolmhara
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
5154 Sreang Táthú Cóimhiotal Alúmanam
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER4043 Sreang Táthú Alúmanam Sileacain
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER4047 Sreang Táthú Mig Alúmanam
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER5154 Sreang Cóimhiotail Al-Mg
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER5087 Sreang Táthú Alúmanam Maignéisiam
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
Sreang Táthú Alúmanam ER5183
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
Sreang Táthú Alúmanam ER5356
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER5554 Sreang Táthú Alúmanam
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER5556 Sreang Táthú Alúmanam
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
Sreang Táthú Alúmanam ER1100
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER5754 Sreang Táthú Alúmanam
-
 Féach ar Tuilleadh
Féach ar Tuilleadh
ER2319 Sreang Táthú Alúmanam
